MMD系列矿山专用减速机拆解教程
减速器拆装步骤
1、分离开齿轮联轴器并将减速器从破碎机上拆卸下来;
2、将减速器的润滑油全部排出;
3、拆卸侧盖和两侧端盖和密封盖 , 小心不要损坏油封;
4、使减速器上下箱体分开,小心不要损坏加工面;
5、所有零部件按照安装步骤,使用标准的拔出或者压入工具拆卸和重新安装。
打开齿轮箱并清洗所有内表面;
1、 检查减速器箱体表面是否在运输过程中损坏并按需要清理干净;确保箱内不加工表面已经涂漆。检查内部的润滑通路和润滑孔是否干净、无杂物。
2、组装之前用清洗剂将所有的轴和齿轮清理干净。将安装的轴、齿轮、轴承和螺栓等放在一起。在上下箱体上分别安装注油塞和放油塞。
3、按总图和部件明细表组装传动部件。尽量用吊环螺钉起吊零件进行组装,尤其是轴和 后的组装过程。
二轴
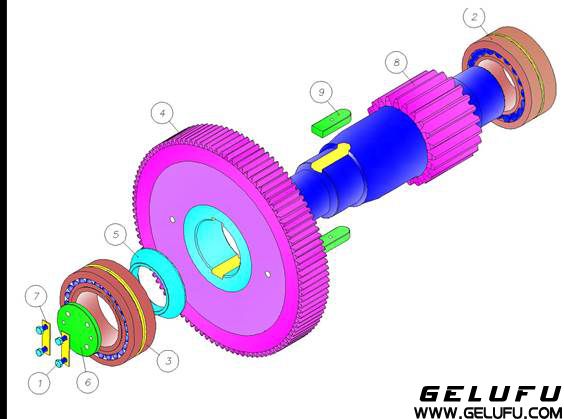
图 2 轴组件
表 2 轴组件
|
英国 英国英国 英国MMD 矿山机械发展有限公司 |
|||||
|
2 轴组件 |
|||||
|
部件号: 141794201 |
|||||
|
序号 |
部件号 |
中文名称 |
英文名称 |
单重 |
数量 |
|
1 |
31312030 |
六角头螺栓(全)M12 X 30 |
M12 X 30 HEX SET SCREW BSEN24014 GR8.8 |
0.04 |
4 |
|
2 |
35000360 |
轴承 |
24130 CC/W33 BEARING |
17.78 |
1 |
|
3 |
35000614 |
球形辊子轴承 |
22226E SPHERICAL ROLLER BEARING |
9.2 |
1 |
|
4 |
1794004-01 |
1 级减速齿轮 |
1ST REDUCTION WHEEL |
192.36 |
1 |
|
5 |
1794014-01 |
2 轴隔套 |
SPACER 2ND REDUCTION |
2.96 |
1 |
|
6 |
1794029-01 |
端盖 |
END CAP PINION |
1.72 |
1 |
|
7 |
1794039-01 |
垫片 |
TAB WASHER END CAP |
0.04 |
2 |
|
8 |
1794201-01 |
2 级减速齿轮 |
2ND REDUCTION PINION |
175.1 |
1 |
|
9 |
5090197-01 |
键 |
KEY |
0.77 |
2 |
第一步:二轴组装
1、将键装入齿轮然后再安装到轴上;
2、将齿轮加热到100℃ 安装到轴上;
3、将隔套加热到100℃安装到轴上;
4、将轴承和加热到110℃安装到轴上;
5、使用螺栓和紧固垫圈, 将端盖安装到轴上。将紧固垫圈弯到螺栓头上。
三轴
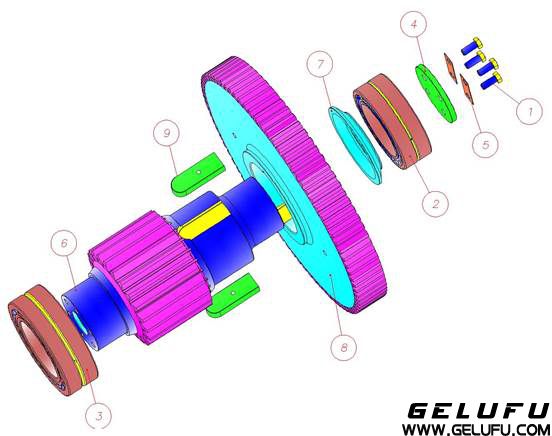
图 三轴组件
表 三轴组件参数
|
英国 英国英国 英国MMD 矿山机械发展有限公司 |
|||||
|
3 轴组件 |
|||||
|
部件号: 1417942 |
|||||
|
序号 |
部件号 |
中文名称 |
英文名称 |
重量 |
数量 |
|
1 |
31324060 |
六角头螺栓(全)M24x60 |
M24 X 60 HEX SET SCREW BS4168 GR8.8 |
0.34 |
4 |
|
2 |
35000245 |
轴承 |
24044 CC/W33 BEARING |
34.57 |
1 |
|
3 |
35000615 |
球形棍子轴承 |
24044 CC/W33 BEARING |
58.96 |
1 |
|
4 |
1794030-01 |
端盖 |
END CAP |
6.76 |
1 |
|
5 |
1794040-01 |
垫片 |
TAB WASHER |
0.04 |
2 |
|
6 |
1794082-01 |
3 级减速齿轮 |
3RD REDUCTION PINION |
473 |
1 |
|
7 |
1794083-01 |
隔套 |
SPACER |
7 |
1 |
|
8 |
1794203-01 |
2 级减速齿轮 |
2ND REDUCTION WHEEL |
731.2 |
1 |
|
9 |
5090296-01 |
键 |
KEY |
8 |
2 |
第二步 : 三轴组装 141794203
(a) 将键9 先装入齿轮8 然后再安装到轴 上;
(b) 将齿轮 8加热到100℃安装到轴6上;
(c) 将隔套7 加热到 100℃安装到轴6 上;
(d) 将轴承3 和 2 加热到110℃安装到轴 6 上;
(e) 使用螺栓1和紧固垫圈5将端盖4 安装到轴6上,将紧固垫圈弯到螺栓头上。
输出轴
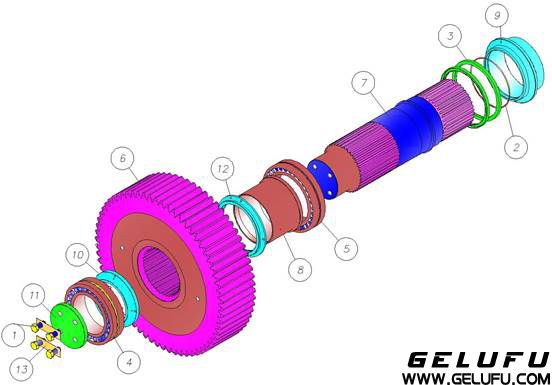
图 输出轴
表 输出轴组件
|
英国 英国英国 英国MMD 矿山机械发展有限公司 |
|||||
|
输出轴组件 |
|||||
|
部件号: 141794009 |
|||||
|
序号 |
部件号 |
中文名称 |
英文名称 |
单重 |
数量 |
|
1 |
31330070 |
六角头螺栓(全)M30 X 70 |
|
0.71 |
4 |
|
2 |
32000604 |
‘O’形圈 |
RM3193-57 O RING BS4518 |
0.1 |
1 |
|
3 |
32000842 |
油封 |
350 X 394 X 20 R21 VITON OIL LIP SEAL |
0.3 |
2 |
|
4 |
35000560 |
球形辊子轴承 |
23052 CC/W33 SPHERICAL ROLLER |
33.5 |
1 |
|
5 |
35000616 |
球形辊子轴承 |
23964 CC C3 W33 SPHERICAL ROLLER BEARING |
34.66 |
|
|
6 |
1794008-01 |
3 级减速齿轮 |
3RD REDUCTION WHEEL |
1,668.49 |
1 |
|
7 |
1794009-01 |
输出轴 |
OUTPUT SHAFT |
640.2 |
1 |
|
8 |
1794023-01 |
输出轴隔套 |
SPACER OUTPUT SHAFT |
17.9 |
1 |
|
9 |
1794024-01 |
输出轴密封轴套 |
SEAL PATH OUTPUT SHAFT |
26.5 |
1 |
|
10 |
1794028-01 |
输出轴隔套 |
SPACER OUTPUT SHAFT |
12.61 |
1 |
|
11 |
1794031-01 |
端盖 |
END CAP PINION |
12.33 |
1 |
|
12 |
1794038-01 |
输出轴隔套 |
SPACER OUTPUT SHAFT |
8.75 |
1 |
|
13 |
1794041-01 |
垫片 |
TAB WASHER END CAP |
0.04 |
2 |
第三步 : 输出轴组装
(a) 将轴承5 加热到 110℃安装到轴 7 上;
(b) 将隔套8和12 加热到100℃安装到轴 7 上;
(c) 将齿轮6 加热到 100℃,将隔套10 安装到齿轮上;
(d) 将齿轮10、隔套 10 加热到100℃,安装在输出轴上;
(e) 将轴承4 加热到 110℃安装到轴 7 上;
(f) 使用螺栓1 和紧固垫圈13, 将端盖11 安装到轴 7上 . 将紧固垫圈弯到螺栓头上;
(g) 将‘O’ 形圈2 安装到密封轴套9上;
(h) 将密封轴套9 加热到 100℃安装到轴 7上。
输入轴
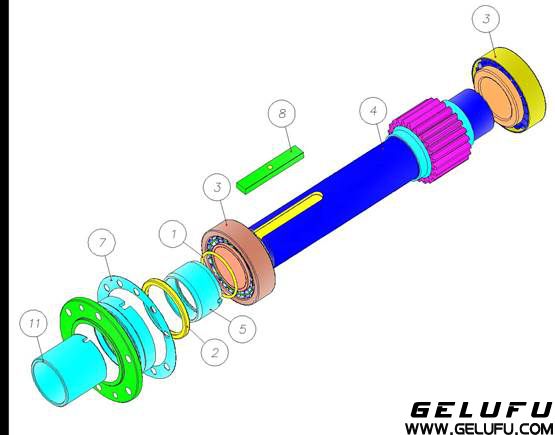
图 输入轴组件
表 输入轴组件
|
英国 英国英国 英国MMD 矿山机械发展有限公司 |
|||||
|
输入轴组件 |
|||||
|
部件号: 141794003 |
|||||
|
序号 |
部件号 |
中文名称 |
英文名称 |
重量 |
数量 |
|
1 |
32000688 |
‘O’形圈 |
RM0993-57 O RING BS4518 |
0.01 |
1 |
|
2 |
32000697 |
油封 |
115X140X12 R21 VITON SEAL DIN3760 |
0.2 |
1 |
|
3 |
3500029 |
轴承 |
33220 M TAPER BRASS CAGE BEARING |
7 |
2 |
|
4 |
1794003-01 |
输入轴 |
INPUT PINION |
44.45 |
1 |
|
5 |
1794010-0 |
输入轴密封轴套 |
SEAL PATH INPUT SHAFT |
1.19 |
1 |
|
6 |
1794011-01 |
输入轴隔套 |
SPACER INPUT SHAFT |
2.7 |
1 |
|
7 |
1794037-01 |
输入轴垫片 |
SHIM PACK INPUT PINION |
0.01 |
2 |
|
8 |
5090212-01 |
键 |
KEY |
0.58 |
1 |
1、输入轴组件安装
(a) 将轴承3 加热到 110℃安装到输入轴4上;
(b) 将‘O’ 形圈1 安装到输入轴密封轴套5上;
(c) 将输入轴密封轴套 5 加热到110℃安装到输入轴4 上;
2、在下箱体里安装轴组件 :
(a) 将输入轴组件 , 2 轴组件,3 轴组件 输出轴组件放在箱体里。保证 球形辊子轴承 W33 里安装有‘O’形圈;
(b) 按标准 BS436: 第一部分, 6 级,涂工程兰色检查齿轮啮合情况;
(c) 在安装上箱体之前,给轴承加润滑油。
3、应确保堵 030516015 及032000150 安装在上箱体中。
4、在安装上箱体前在下箱体所有法兰面上涂 Loctite573 密封胶。
5、定位好上箱体,然后下降与下箱体对合。安装上、下箱体时用销定位,保证安装准确。
6、检查所有的组件安装情况,用游标卡尺或深度千分尺从端面检查轴承是否安装到位。按照合适的力矩拧紧螺栓。
7、用手转动输入轴,检查各轴组件是否自由转动。
8、紧固螺栓
首先用较小的力矩紧固所有螺栓,然后再按规定的力矩拧紧螺栓。螺栓的拧紧顺序是从中间开始向外拧紧 , 用液压扳手对称地拧紧螺栓到标准载荷的95%,然后检查齿轮的运转情况。螺栓的拧紧必须按MMD 公司 T056 的规定进行。
9、安装盖板和.螺栓的拧紧力矩为 95% 的标准载荷;注意2 轴和3轴组件有润滑槽,确保这些槽和箱体中的孔对其。
10、将油封安装在输出轴密封盖里 , 然后安装在箱体中。
11、将‘O’ 形圈安装在输出轴的密封盖里,然后安装在输出轴上。
12、安装端盖,拧紧至合适的力矩。
13、输入轴的调节
(a) 将油封安装在密封盖里;
(b) 安装薄垫片到密封盖里;
(c) 将 "O" 形垫圈安装在密封盖里;
(d) 安装密封盖和薄垫片到箱体上,按 10 kg/m 拧紧螺钉;
(e) 用百分表和轴承安装工具借助辅助工具准确测量轴向间隙;( 见技术规范 TO114);
(f) 拆卸密封盖和薄垫片,加工薄垫片,平行度不大于 0.015mm,保证在 1500 转 /分时,获得 0.35-040 的间隙,在 1800 转 / 分时,获得 0.38-0.43 的间隙。重复轴承间隙测量步骤;
(g) 将隔套安装到输入轴上 , 将密封轴套安装到箱体上,将键安装到输入轴上。保证结合面清洁没有杂物,获得准确的轴向间隙。
14、加润滑油。
见本手册后面章节推荐的润滑油规格。
15、安装注油或透气塞以及保护盖;
16、首先检查油位是否合适,然后开机运转 8 小时检查温度和有无震动;任何轴承位置的温度升高量不得超过 80℃,如果已经达到,请关机使减速器冷却下来重新开机,如果又达到 高的温度极限值,那么确定原因并改正;
17、 在加载运转第一个 40 小时后,更换新的润滑油并加到合适的油位;